

Walk into any automotive engine lab today and the evidence is sitting right there: cracked nylon tubes next to turbochargers, swollen seals in EV thermal management loops, and failure reports that all read the same way — “material degraded faster than simulation predicted.”
This is not gradual degradation. It is a quiet systemic failure. The phrase “industry standard” is becoming a liability. And the only way to stop it is to stop pretending that legacy polymers will survive another decade of increasing thermal and mechanical stress.
For engineers who have spent years specifying polymer tubing in these environments, the failure pattern is familiar. SUKO has been producing high-temperature polymer tubing and processing equipment since 2012 — we know exactly which failure logic leads to which failure mode, and our production data reflects it across OD 4–150 mm, wall 0.5–8 mm.
1. Underhood Hell: When Traditional Materials Actually Fail
Take a small-displacement turbocharged engine — 1.2L, three cylinders, 130 hp per liter. Under sustained load, turbo outlet air reaches 180°C; adjacent coolant line surfaces hit 150°C. The OEM engineer specs PA66 (nylon) for the charge air cooler duct. Performance is fine at 1,000 hours. At 1,500 hours, a vibration fatigue test reveals something critical: notched impact strength drops 60%.
What happens in practice: hydrolysis. Amide groups in nylon absorb moisture from air and coolant vapor. At 150°C, that moisture becomes acid attack inside the polymer matrix. The duct does not melt. It does not ignite. It simply crumbles on contact. Engineers who have worked with PA66 in this application for any length of time know this — it is not a theory, it is a documented failure mode across multiple OEM platforms.
The options at this point are bad: downgrade performance, switch to metal-braid rubber-lined hose — adding 2.5 kg, rust risk, and assembly complexity — or specify a polymer that does not play the hydrolysis game at all.
PEEK is that polymer. Not as a “premium alternative” — as the only commercially available thermoplastic that retains greater than 50 MPa tensile at 200°C after 5,000 hours of steam exposure. SUKO has been producing PEEK tube since 2012, with OD 4–150 mm and wall 0.5–8 mm on standard extrusion lines, validated across multiple production batches. If you are evaluating a supplier that started producing PEEK tube last year, ask them for 5,000-hour steam aging data before you commit.
2. The EV Twist: Thermal Runaway Is Not the Only Thermal Problem
Electric drivetrains eliminate exhaust gas — but they introduce something worse for polymers: high-frequency vibration from electric motors combined with localized hotspots from power electronics. IGBT module coolant lines see 125°C base temperature plus 30°C spikes. In 400V architectures, creepage and clearance requirements force thin-wall insulating tube specifications.
Traditional PBT or PA6.6? They soften at 150°C. Under vibration, they cold-flow — thinning at clamp points, developing pinhole leaks. In a battery cooling circuit, one pinhole leak above HV busbars is not a warranty claim. It is a root cause in a fire investigation.
PEEK does not creep at 150°C. Its heat deflection temperature (HDT) under load is 315°C. Unlike glass-filled PPS, it does not crack under thermal shock during minus 40°C coolant pump startup — a condition that matters in cold climate markets and cold-start durability validation. SUKO PEEK tubes are batch-tested for tensile strength at 23°C and at 200°C; every production lot ships with a Certificate of Conformance, not just a datasheet.
3. Oil & Gas: The $2.3 Million-per-Day Question
Here is the number that keeps asset integrity managers awake: $2.3 million per day — the average cost of unplanned shutdown on a North Sea sour gas platform. The root cause in most cases: SCC (stress corrosion cracking) of super duplex stainless steel injection lines in H₂S/CO₂ environments.
Metal does not corrode evenly in sour wells. It cracks from the inside out — starting at stress risers: threads, weld zones, sharp elbows. You can specify Inconel. You can specify clad pipe. Or you can do what operators running the actual TCO have done: replace 316L injection quills with PEEK tubing. No crevice corrosion. No SCC. Service life extended from 18 months to 7-plus years.
The objection is always cost: PEEK tube costs 8x more per kilogram than PA12. But PA12 hydrolyzes in hot water, swells in hydrocarbons, and requires coiled tubing intervention for replacement — a single Christmas tree workover costs $500,000-plus. Operators who have tracked total cost of ownership on sour gas injection lines — not just material cost — have already switched. SUKO PEEK tubing has been field-validated in sour gas environments; ask for the test report.
4. The Cost Trap: How “Acceptable Failure” Became the Industry Default
Procurement says: “We need a $5/meter tube.” Engineering says: “We need a tube that survives 150°C with 3% elongation.” They meet at a PA66 solution that almost works — if you replace it every 18 months. The quiet compromise: designing for “acceptable failure after warranty.” On a BOM spreadsheet this makes sense. At 36,001 miles, when a coolant leak destroys a $12,000 exhaust aftertreatment system, who absorbs the cost? The customer. And the OEM’s NPS score.
The math that actually matters:
- · PA66 tube: $2.50/m, replace every 18 months (labor $50/change). 5-year cost: 3 changes × ($2.50 + $50) = $157.50/m
- · PEEK tube: $20/m, install once. 5-year cost: $20 + $0 change labor = $20/m
- · Ignoring downtime: a 10-minute unplanned stop at an engine assembly plant costs $15,000. Multiply by 10 failures per line per year, and the $20/m PEEK tube is the rational choice — before you account for warranty claims and customer satisfaction.
5. How PEEK Actually Solves It — Physics, Not Marketing
Stop listing properties. Start explaining why they matter — and what it takes to deliver them at production scale.
Thermal range: -60°C to +250°C continuous. At -60°C, PEEK retains 80% of its room-temperature impact strength — no brittle fracture on Arctic gas pipeline restart. At 250°C, it still holds >50 MPa tensile. Compare to PTFE (softens at 260°C but creeps under load) or PPS (brittle below 0°C). SUKO PEEK tubes are production-qualified across OD 4–150 mm, wall 0.5–8 mm, with batch-level tensile data confirming this range on every production lot — not estimated, not datasheet-only.
Chemical resistance: no solvent, no acid, no H₂S at operating conditions. PEEK dissolves only in 98% sulfuric acid. Hydrocarbons, methanol, brine, sour gas — nothing at process conditions. For the chemical plant engineer: one material specification for pump wear rings, compressor valve plates, and instrument tubing, instead of five different alloys.
UL94 V-0 at 0.5 mm. In an EV battery pack, this is the difference between a localized short-circuit arc and a propagating fire. V-0 at 0.5 mm means self-extinguishing within 5 seconds, no dripping, no molten plastic spreading flame to adjacent cells. SUKO PEEK tubing is SGS-tested and confirmed V-0 at 0.5 mm — independently verified, not self-certified.
Dielectric strength: >20 kV/mm. In high-voltage connectors, this is safety margin. Unlike PA66, PEEK does not form carbon tracking paths under partial discharge. The difference between a connector that ages gracefully and one that fails catastrophically at 2,000 hours.
Wear resistance: limiting PV >1,000 (MPa·m/s). In a gear pump that runs dry for 30 seconds during startup, PEEK bushings survive. Bronze or PTFE? Seized. PEEK is specified when the component must outlast the system — not the other way around.
If your operating envelope exceeds 150°C, or your pipeline touches H₂S, or you require V-0 at sub-1 mm thickness — you already know what question to ask your supplier. Ask for the batch-level test report, not just the datasheet.

SUKO (Suko Fluoropolymers) has specialized in high-performance polymer processing equipment since 2006 — over 19 years of manufacturing experience in Changzhou, China. Our product range covers PTFE, PEEK, FEP, and PFA tube and profile extrusion lines, as well as custom polymer processing machinery. We hold ISO 9001:2015 certification, and our products are in service across more than 50 countries. Every production batch of SUKO PEEK tubing ships with a Certificate of Conformance. Our application engineering team works directly with OEM engineers and Tier-1 suppliers from first inquiry through production validation.
Our Changzhou manufacturing facility includes in-house testing capabilities: tensile testing, thermal cycling, HDT measurement, and UL94 flame-retardant verification. The production workshop that makes our PEEK tubes has been in operation since 2012 — you can see the production lines and testing equipment on our workshop page.
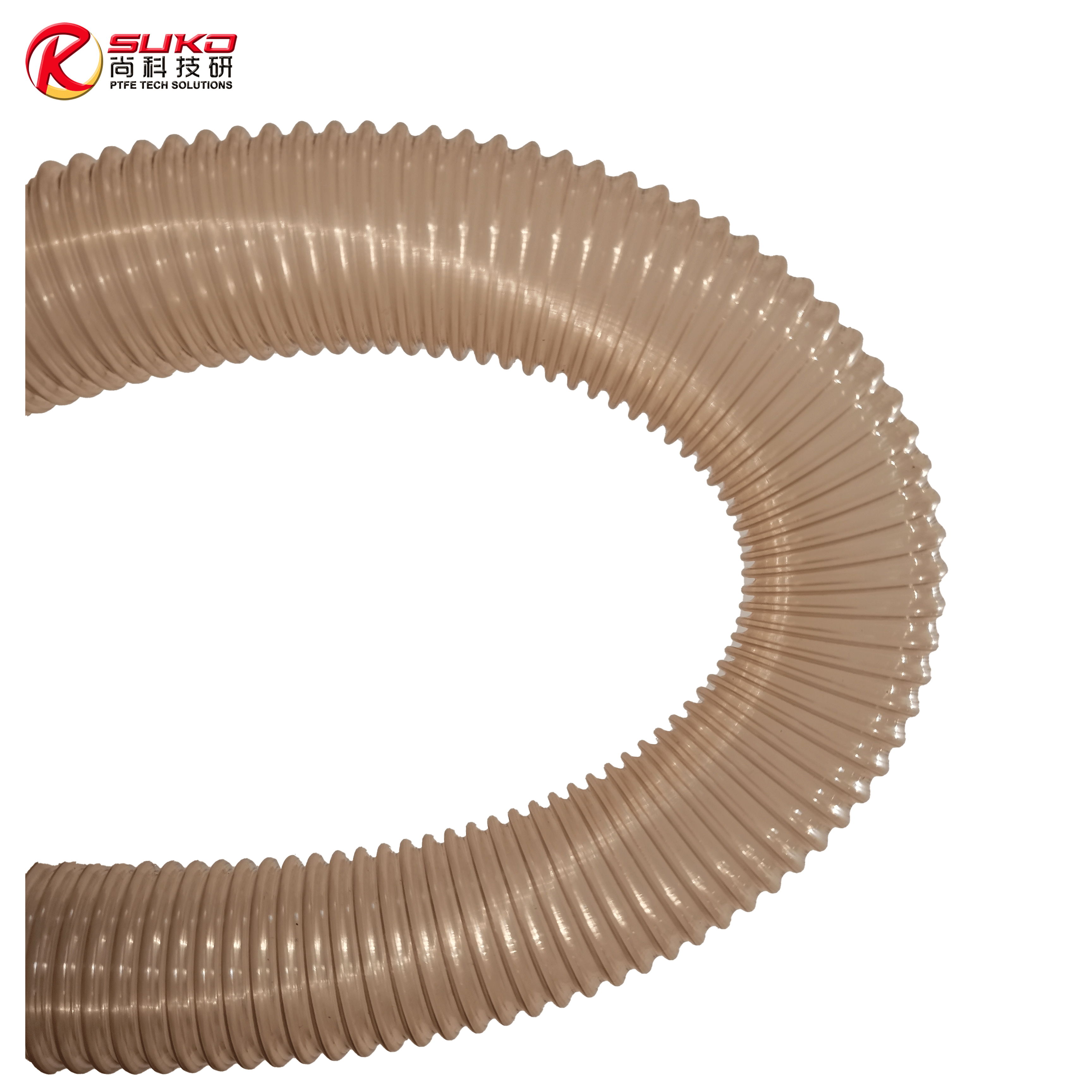
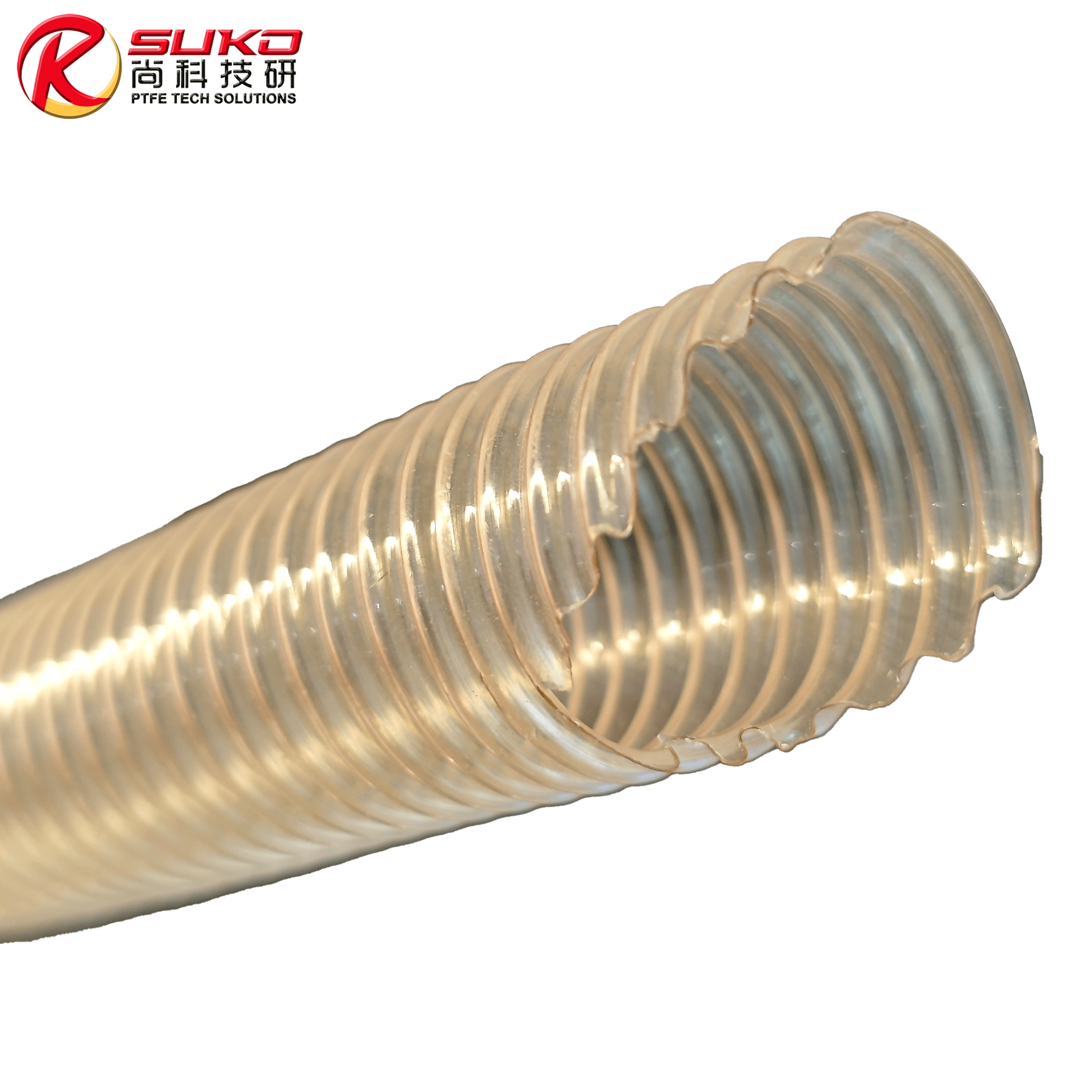
SUKO PEEK Corrugated Tube — Product Page
SUKO About Us — Factory, History & Certifications
PTFE Rod Ram Extruder PFB150 — SUKO Mechanical Station
Post time: May-28-2026