
প্লাস্টিক এক্সট্রুশন প্রক্রিয়াটি নির্দিষ্ট অ্যাপ্লিকেশনের উপর নির্ভর করে বিস্তৃতভাবে সাতটি বিভিন্ন প্রকারে শ্রেণীবদ্ধ করা হয়।
(a) শীট/ফিল্ম এক্সট্রুশন
এই এক্সট্রুশন প্রক্রিয়ায়, গলিত প্লাস্টিক উপাদান একটি ফ্ল্যাট ডাই মাধ্যমে বের করা হয়।কুলিং রোলগুলি শীট/ফিল্মের বেধ এবং এর পৃষ্ঠের টেক্সচার নির্ধারণ করতে ব্যবহৃত হয়।শীটের পুরুত্ব 0.2 থেকে 15 মিমি পরিসরে পাওয়া যেতে পারে।প্লাস্টিকের উপাদানের পাতলা ফ্ল্যাট শীট বা ফিল্ম তৈরি করা যেতে পারে।সাধারণত, পলিস্টাইরিন প্লাস্টিক শীট এক্সট্রুশন প্রক্রিয়ায় কাঁচামাল হিসাবে ব্যবহৃত হয়।
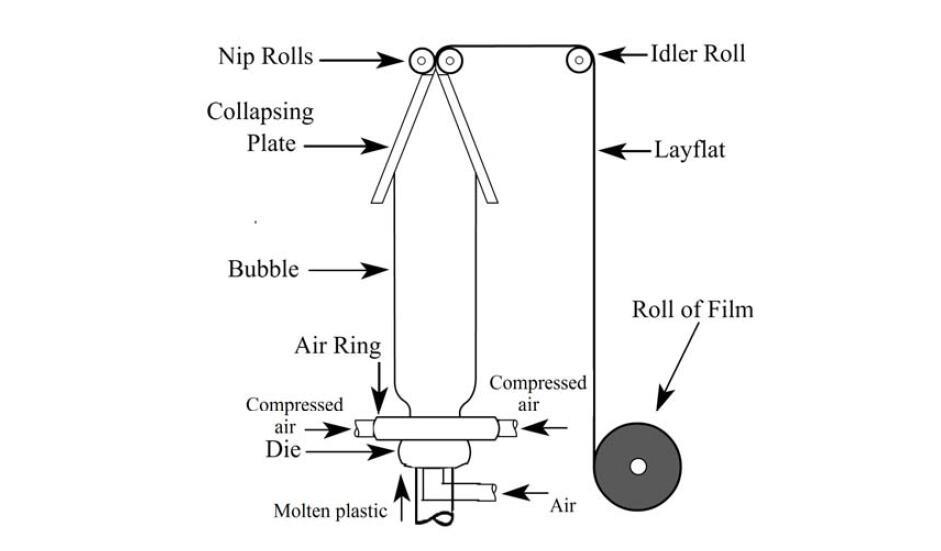
(b) ব্লোন ফিল্ম এক্সট্রুশন
প্রস্ফুটিত ফিল্ম প্রক্রিয়ায়, ডাই একটি বৃত্তাকার প্রোফাইল সহ একটি উল্লম্ব সিলিন্ডারের মতো।গলিত প্লাস্টিক একজোড়া নিপ রোলার দ্বারা ডাই থেকে উপরের দিকে টানা হয়।সংকুচিত বায়ু টিউব স্ফীত করতে ব্যবহৃত হয়।ডাইয়ের চারপাশে একটি এয়ার-রিং লাগানো হয়েছে।একটি এয়ার-রিং এর উদ্দেশ্য হল ফিল্মটিকে শীতল করা যখন এটি উপরের দিকে যায়।ডাই এর মাঝখানে একটি এয়ার ইনলেট আছে যেখান থেকে সংকুচিত বাতাসকে বৃত্তাকার প্রোফাইলের কেন্দ্রে জোর করে প্রবেশ করানো যায় এবং একটি বুদবুদ তৈরি করা যায়।বহিষ্কৃত বৃত্তাকার ক্রস বিভাগ ডাই ব্যাসের 2-3 বার বাড়ানো যেতে পারে।ধসে পড়া প্লেটের সাহায্যে বুদবুদগুলো ভেঙে পড়ে।নিপ রোলগুলি বুদবুদটিকে ফিল্মের দ্বিগুণ স্তরে সমতল করে যাকে লেফ্ল্যাট বলে।ফিল্মের প্রাচীরের বেধ নিপ রোলারগুলির গতি পরিবর্তন করে নিয়ন্ত্রণ করা যেতে পারে।Layflat রোল আকারে spooled বা পছন্দসই আকারে কাটা যেতে পারে।লেফ্ল্যাটের নীচের দিকটি তাপ প্রয়োগের সাথে সিল করা হয় এবং খোলার জন্য আরও উপরে কাটা হয়;তাই এটি একটি প্লাস্টিকের ব্যাগ তৈরি করতে ব্যবহার করা যেতে পারে।ডাই ব্যাস 1 থেকে 300 সেন্টিমিটার পর্যন্ত পরিবর্তিত হতে পারে।সাধারণত, এই প্রক্রিয়ায় পলিউরেথেন প্লাস্টিক ব্যবহার করা হয়।
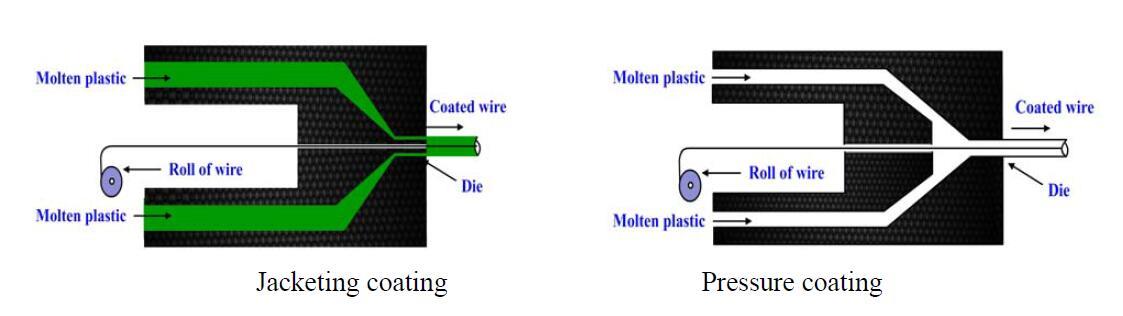
(c) ওভার জ্যাকেটিং এক্সট্রুশন
একে তারের আবরণ প্রক্রিয়াও বলা হয়।এই প্রক্রিয়ায়, একটি ডাই এর কেন্দ্রে একটি খালি তার টানা হয়।একটি তারের উপর আবরণ অর্থাৎ চাপ বা জ্যাকেটিং টুলিং এর জন্য দুটি ভিন্ন ধরনের এক্সট্রুশন টুলিং ব্যবহার করা হয়।তার এবং আবরণের মধ্যে ঘনিষ্ঠ যোগাযোগ বা আনুগত্য প্রয়োজন হলে, চাপ টুলিং ব্যবহার করা হয়।আনুগত্য পছন্দসই না হলে, জ্যাকেটিং টুলিং ব্যবহার করা হয়।প্রেসার টুলিংয়ের জন্য, তারটি ডাইয়ের ভিতরে প্রত্যাহার করা হয়, যেখানে এটি অনেক বেশি চাপে গলিত প্লাস্টিকের সংস্পর্শে আসে।জ্যাকেটিং টুলিংয়ের জন্য, তারটি প্রসারিত হবে এবং গলিত প্লাস্টিক ডাইয়ের পরে তারের উপর একটি আবরণ তৈরি করবে।খালি তারটিকে ডাইয়ের মাধ্যমে খাওয়ানো হয় এবং এটি ডাই ছেড়ে না যাওয়া পর্যন্ত গলিত প্লাস্টিকের সাথে সরাসরি সংস্পর্শে আসে না।জ্যাকেটিং এবং প্রেসার টুলিংয়ের মধ্যে প্রধান পার্থক্য হল ডাই এর সাথে তারের অবস্থান।
 আমি
আমি
(d) টিউবিং এক্সট্রুশন
এই প্রক্রিয়ায়, গলিত প্লাস্টিক একটি ডাই এর মাধ্যমে বের করা হয় এবং ডাই এর ভিতরে একটি ম্যান্ড্রেল স্থাপন করে ফাঁপা ক্রস সেকশন তৈরি করা হয়।একাধিক ছিদ্রযুক্ত টিউবও নির্দিষ্ট অ্যাপ্লিকেশনের জন্য তৈরি করা যেতে পারে, ডাইয়ের কেন্দ্রে বেশ কয়েকটি ম্যান্ড্রেল স্থাপন করে।
(e) সহঅভিযান
কোএক্সট্রুশন হল এক সাথে উপাদানের একাধিক স্তর তৈরি করার এক্সট্রুশন প্রক্রিয়া।এটি অতিবেগুনি শোষণ, গ্রিপ, ম্যাট পৃষ্ঠ এবং শক্তি প্রতিফলনের মতো নির্দিষ্ট বৈশিষ্ট্যগুলি পেতে বেস উপাদানের উপরে এক বা একাধিক স্তর প্রয়োগ করতে ব্যবহৃত হয়, যখন বেস উপাদান অন্যান্য অ্যাপ্লিকেশনের জন্য আরও উপযুক্ত, যেমন প্রভাব প্রতিরোধ এবং কাঠামোগত কর্মক্ষমতা।এটি ব্লো ফিল্ম, ওভার জ্যাকেটিং, টিউবিং, শীট/ফিল্ম এক্সট্রুশনের মতো যেকোনো প্রক্রিয়ায় ব্যবহার করা যেতে পারে।এই প্রক্রিয়ায়, দুটি বা ততোধিক এক্সট্রুডার এমন উপকরণ সরবরাহ করতে ব্যবহৃত হয় যা একটি একক ডাইতে একত্রিত হয় যা পছন্দসই আকারে উপকরণগুলিকে বের করে দেয়।স্তরের বেধটি উপকরণ সরবরাহকারী পৃথক এক্সট্রুডারগুলির গতি এবং আকার দ্বারা নিয়ন্ত্রিত হয়।
(f) এক্সট্রুশন আবরণ
এক্সট্রুশন আবরণ কাগজ, ফয়েল বা ফিল্মের বিদ্যমান রোলস্টকের উপর একটি অতিরিক্ত স্তর তৈরি করতে ব্যবহৃত হয়।উদাহরণস্বরূপ, কাগজের পলিথিন আবরণের জল প্রতিরোধী উন্নত করতে ব্যবহার করা হয়।এক্সট্রুশন আবরণের অ্যাপ্লিকেশনগুলি হল তরল প্যাকেজিং, ফটোগ্রাফিক কাগজ, খাম, সার প্যাকেজিং এবং চিকিৎসা প্যাকেজিংয়ের জন্য বস্তার আস্তরণ।সাধারণত, পলিথিন এবং পলিপ্রোপিলিন ব্যবহার করা হয়।
পোস্টের সময়: জুন-14-2017