
Muovin ekstruusioprosessi luokitellaan laajasti seitsemään eri tyyppiin erityisistä sovelluksista riippuen.
(a) Arkki-/kalvoekstruusio
Tässä ekstruusioprosessissa sula muovimateriaali ekstrudoidaan litteän suuttimen läpi.Jäähdytystelojen avulla määritetään levyn/kalvon paksuus ja sen pintarakenne.Levyn paksuus voidaan saada välillä 0,2 - 15 mm.Ohut litteä levy tai muovikalvo voidaan valmistaa.Yleensä polystyreenimuovia käytetään raaka-aineena levyjen ekstruusioprosessissa.
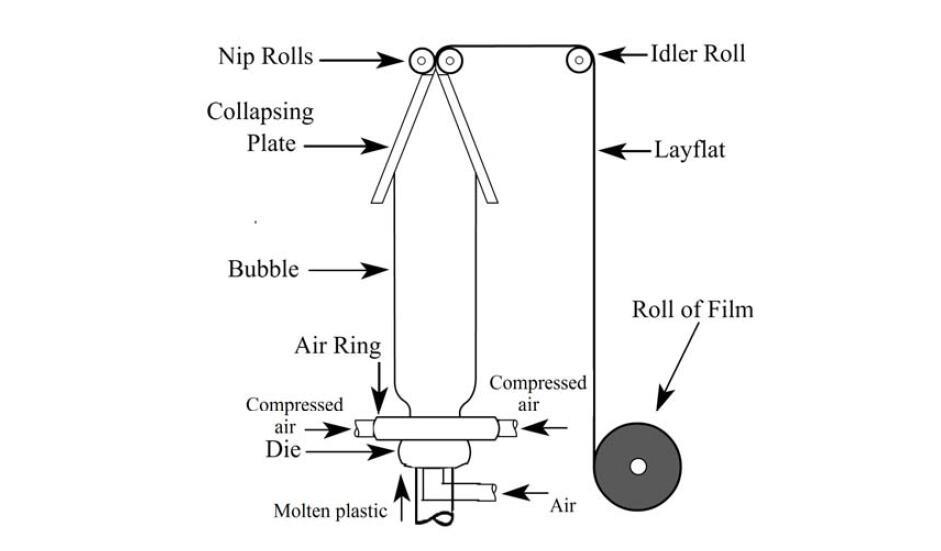
(b) Puhalluskalvon ekstruusio
Puhalluskalvoprosessissa muotti on kuin pystysuora sylinteri, jolla on pyöreä profiili.Sula muovi vedetään ylöspäin muotista nippitelalla.Paineilmaa käytetään putken täyttämiseen.Suulakkeen ympärille on asennettu ilmarengas.Ilmarenkaan tarkoitus on jäähdyttää kalvoa sen kulkiessa ylöspäin.Muotin keskellä on ilmanotto, josta paineilma voidaan pakottaa pyöreän profiilin keskelle ja muodostaa kuplan.Ekstrudoitua pyöreää poikkileikkausta voidaan suurentaa 2-3 kertaa muotin halkaisijaan nähden.Kuplat puristetaan kokoon taittuvan levyn avulla.Nippirullat tasoittavat kuplan kaksinkertaiseksi kalvokerrokseksi, jota kutsutaan layflatiksi.Kalvon seinämän paksuutta voidaan säätää muuttamalla nippitelojen nopeutta.Laadukas voidaan rullata rullaksi tai leikata haluttuun muotoon.Laatikon alaosa suljetaan lämmöllä ja leikataan edelleen aukon muodostamiseksi;joten sitä voidaan käyttää muovipussin valmistukseen.Suulakkeen halkaisija voi vaihdella 1 - 300 senttimetriä.Yleensä tässä prosessissa käytetään polyuretaanimuovia.
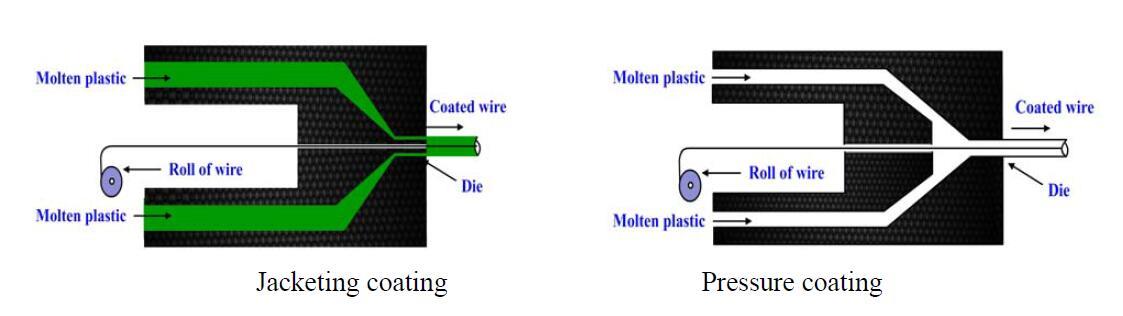
(c) Ylivaipan ekstruusio
Tätä kutsutaan myös lankapinnoitusprosessiksi.Tässä prosessissa paljas lanka vedetään muotin keskustan läpi.Langan päällystämiseen käytetään kahta erilaista ekstruusiotyökalua eli paine- tai vaippatyökalua.Jos langan ja pinnoitteen välillä tarvitaan läheistä kosketusta tai adheesiota, käytetään painetyökaluja.Jos tarttuvuutta ei haluta, käytetään päällystystyökaluja.Painetyökaluja varten lanka vedetään sisään muotin sisään, jossa se joutuu kosketuksiin sulan muovin kanssa paljon korkeammalla paineella.Vaippatyökaluja varten lanka ulottuu ja sula muovi muodostaa kannen langalle muotin jälkeen.Paljas lanka syötetään suulakkeen läpi, eikä se joudu suoraan kosketukseen sulan muovin kanssa ennen kuin se lähtee suulakkeesta.Suurin ero vaipan ja painetyökalujen välillä on langan asento suulakkeen suhteen.
(d) Putken suulakepuristus
Tässä prosessissa sula muovi suulakepuristetaan muotin läpi ja onttoja poikkileikkauksia muodostetaan asettamalla kara suuttimen sisään.Putki, jossa on useita reikiä, voidaan valmistaa myös tiettyihin sovelluksiin asettamalla useita tuurnaa muotin keskelle.
(e) Koekstruusio
Koekstruusio on ekstruusioprosessi, jossa tehdään useita materiaalikerroksia samanaikaisesti.Sitä käytetään yhden tai useamman kerroksen levittämiseen perusmateriaalin päälle, jotta saavutetaan erityisiä ominaisuuksia, kuten ultraviolettisäteilyn absorptio, pito, mattapinta ja energian heijastus, kun taas perusmateriaali sopii paremmin muihin sovelluksiin, kuten iskunkestävyyteen ja rakenteelliseen suorituskykyyn.Sitä voidaan käyttää missä tahansa prosesseissa, kuten puhalluskalvossa, päällyspäällyksessä, letkussa, arkin/kalvon suulakepuristamisessa.Tässä prosessissa kahta tai useampaa ekstruuderia käytetään toimittamaan materiaaleja, jotka yhdistetään yhdeksi suulakkeeksi, joka puristaa materiaalit haluttuun muotoon.Kerroksen paksuutta säätelee materiaalia toimittavien yksittäisten ekstruuderien nopeus ja koko.
(f) Ekstruusiopinnoite
Ekstruusiopinnoitetta käytetään lisäkerroksen tekemiseen olemassa olevalle paperi-, folio- tai kalvorullalle.Esimerkiksi paperin vedenkestävyyden parantamiseksi käytetään polyeteenipinnoitetta.Ekstruusiopinnoitteen käyttökohteita ovat nestepakkaukset, valokuvapaperi, kirjekuoret, lannoitepakkausten säkkivuoraukset ja lääkepakkaukset.Yleensä käytetään polyeteeniä ja polypropeenia.
Postitusaika: 14.6.2017