
Пластикалық экструзия процесі нақты қолданбаларға байланысты жеті түрлі түрге жіктеледі.
(a) Парақ/Пленка экструзиясы
Бұл экструзия процесінде балқытылған пластик материал тегіс матрица арқылы экструдталған.Салқындату орамдары парақтың/пленканың қалыңдығын және оның бетінің құрылымын анықтау үшін қолданылады.Парақтың қалыңдығын 0,2-ден 15 мм-ге дейін алуға болады.Пластикалық материалдан жұқа жалпақ парақ немесе пленка жасауға болады.Әдетте полистирол пластик парақты экструзия процесінде шикізат ретінде пайдаланылады.
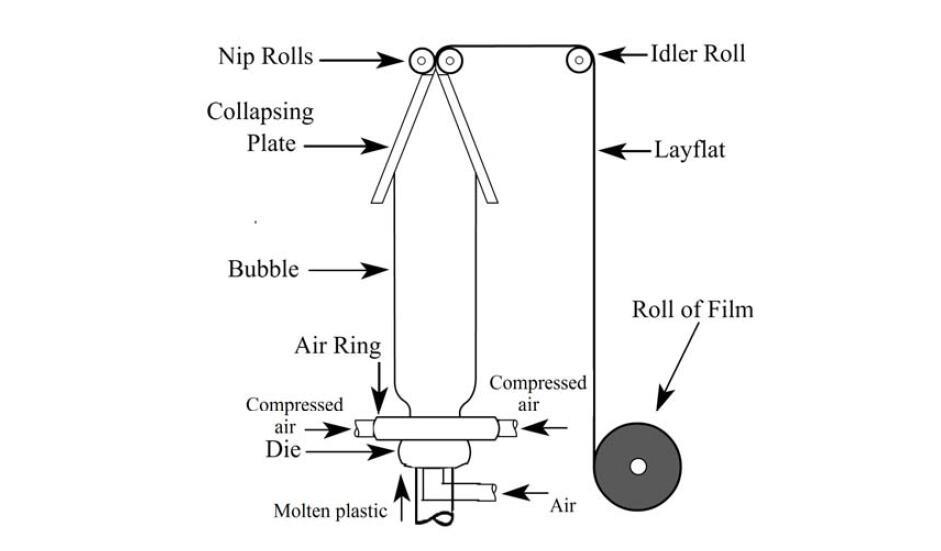
(b) Үрлемелі пленка экструзиясы
Үрлемелі пленка процесінде матрица дөңгелек профилі бар тік цилиндрге ұқсайды.Балқытылған пластмасса штамптан жұп роликтер арқылы жоғары қарай тартылады.Сығылған ауа құбырды үрлеу үшін қолданылады.Қалыптың айналасында ауа сақинасы орнатылған.Ауа сақинасының мақсаты пленканы жоғары қарай қозғалған кезде салқындату болып табылады.Қалыптың ортасында сығылған ауаны айналмалы профильдің ортасына басып, көпіршік құруға болатын ауа кірісі бар.Экструдталған дөңгелек көлденең қиманы қалып диаметрінен 2-3 есе арттыруға болады.Көпіршіктер құлап жатқан пластинаның көмегімен құлады.Кесу орамдары көпіршікті пленканың екі қабатына тегістейді, ол layflat деп аталады.Қабырғаның қалыңдығын қысқыш роликтердің жылдамдығын өзгерту арқылы басқаруға болады.Тақтаны орама түрінде орауға немесе қалаған пішіндерге кесуге болады.Төменгі жағы жылуды қолдану арқылы тығыздалған және саңылау қалыптастыру үшін одан әрі кесілген;сондықтан оны пластик қап жасау үшін пайдалануға болады.Қалыптың диаметрі 1-ден 300 сантиметрге дейін өзгеруі мүмкін.Әдетте бұл процесте полиуретанды пластик қолданылады.
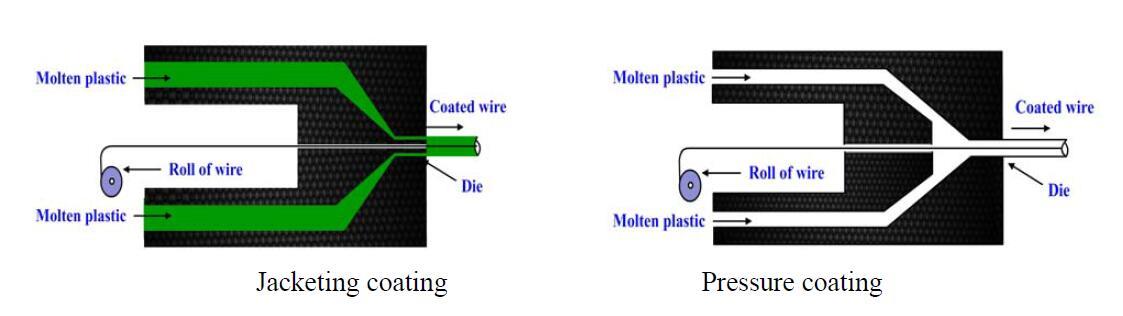
(c) Үстінен қаптаманың экструзиясы
Бұл сыммен қаптау процесі деп те аталады.Бұл процесте матрицаның ортасынан жалаңаш сым тартылады.Сым арқылы қаптау үшін қолданылатын экструзия құралының екі түрлі түрі бар, яғни қысым немесе қаптама құралы.Егер сым мен жабынның арасында тығыз байланыс немесе адгезия қажет болса, қысымды құрал қолданылады.Егер адгезия қажет болмаса, қаптау құралы қолданылады.Қысыммен өңдеу үшін сым қалып ішіне тартылады, онда ол әлдеқайда жоғары қысымда балқытылған пластикпен жанасады.Құрал-жабдықтар үшін сым созылады және балқытылған пластик өлгеннен кейін сымға қақпақ жасайды.Жалаңаш сым матрица арқылы беріледі және ол қалыптан шыққанша балқытылған пластикпен тікелей байланыста болмайды.Жапқыш пен қысымды аспаптың негізгі айырмашылығы сымның қалыпқа қатысты орналасуы болып табылады.
 .
.
(d) Түтіктердің экструзиясы
Бұл процесте балқытылған пластмасса матрица арқылы экструдталған және қалып ішіне оправка қою арқылы қуыс көлденең қималар қалыптасады.Бірнеше саңылаулары бар түтіктерді, сондай-ақ, қалыптың ортасына бірнеше оправкаларды орналастыру арқылы арнайы қолданбалар үшін жасауға болады.
(e) коэкструзия
Коэкструзия - бұл бір уақытта материалдың бірнеше қабатын жасаудың экструзия процесі.Ол ультракүлгін сәулені сіңіру, ұстау, күңгірт бет және энергияның шағылысуы сияқты ерекше қасиеттерді алу үшін негізгі материалдың үстіне бір немесе бірнеше қабаттарды жағу үшін қолданылады, ал негізгі материал басқа қолданбалар үшін қолайлырақ, мысалы, соққыға төзімділік және құрылымдық өнімділік.Ол үрленген пленка, үстіңгі қаптама, түтік, парақ/пленка экструзиясы сияқты кез келген процестерде қолданылуы мүмкін.Бұл процесте екі немесе одан да көп экструдерлер материалдарды қажетті пішінде экструдталған бір қалыпқа біріктірілген материалдарды жеткізу үшін пайдаланылады.Қабаттың қалыңдығы материалдарды жеткізетін жеке экструдерлердің жылдамдығы мен өлшемімен бақыланады.
(f) Экструзия жабыны
Экструзиялық жабын қағаздың, фольганың немесе пленканың бар орамына қосымша қабат жасау үшін қолданылады.Мысалы, суға төзімділікті жақсарту үшін қағаз полиэтилен жабыны қолданылады.Экструзиялық жабынның қолданылуы сұйық орау, фотоқағаз, конверттер, тыңайтқыштарды орау үшін қаптар төсеу және медициналық қаптама болып табылады.Әдетте полиэтилен және полипропилен қолданылады.
Хабарлама уақыты: 14 маусым 2017 ж