
ຂະບວນການ extrusion ພາດສະຕິກໄດ້ຖືກຈັດປະເພດຢ່າງກວ້າງຂວາງອອກເປັນເຈັດປະເພດທີ່ແຕກຕ່າງກັນຂຶ້ນກັບການນໍາໃຊ້ສະເພາະ.
(a) ແຜ່ນ/ຟິມ Extrusion
ໃນຂະບວນການ extrusion ນີ້, ວັດສະດຸພາດສະຕິກ molten ແມ່ນ extruded ຜ່ານຕາຍແປ.ມ້ວນເຄື່ອງເຮັດຄວາມເຢັນຖືກນໍາໃຊ້ເພື່ອກໍານົດຄວາມຫນາຂອງແຜ່ນ / ຟິມແລະໂຄງສ້າງພື້ນຜິວຂອງມັນ.ຄວາມຫນາຂອງແຜ່ນສາມາດໄດ້ຮັບໃນລະດັບ 0.2 ຫາ 15 ມມ.ແຜ່ນແປບາງໆຫຼືຮູບເງົາຂອງວັດສະດຸພາດສະຕິກສາມາດເຮັດໄດ້.ໂດຍທົ່ວໄປແລ້ວ, ພາດສະຕິກ polystyrene ຖືກນໍາໃຊ້ເປັນວັດຖຸດິບໃນຂະບວນການ extrusion ແຜ່ນ.
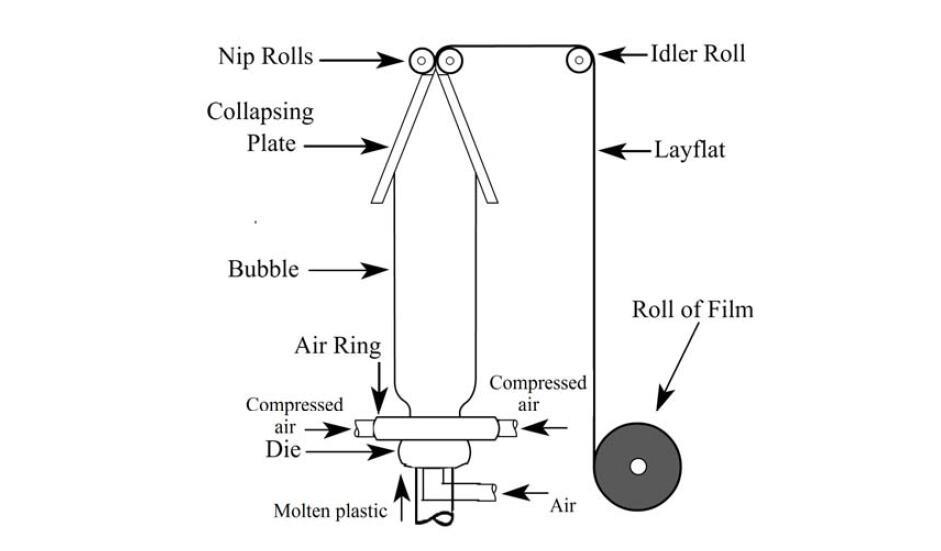
(b) Blown Film Extrusion
ໃນຂະບວນການຂອງຮູບເງົາ blown, ຕາຍແມ່ນຄ້າຍຄືກະບອກຕັ້ງທີ່ມີ profile ວົງ.ພາດສະຕິກ molten ໄດ້ຖືກດຶງຂຶ້ນຈາກຕາຍໂດຍຄູ່ຂອງມ້ວນ nip.ອາກາດທີ່ຖືກບີບອັດແມ່ນໃຊ້ເພື່ອ inflating ທໍ່.ອ້ອມຮອບສົບ, ມີແຫວນອາກາດຖືກຕິດຕັ້ງ.ຈຸດປະສົງຂອງວົງອາກາດແມ່ນເພື່ອເຮັດໃຫ້ຮູບເງົາເຢັນໃນຂະນະທີ່ມັນເດີນທາງຂຶ້ນໄປຂ້າງເທິງ.ຢູ່ໃນໃຈກາງຂອງຕາຍ, ມີຊ່ອງສຽບອາກາດຈາກທີ່ອາກາດບີບອັດສາມາດຖືກບັງຄັບໃຫ້ເຂົ້າໄປໃນສູນກາງຂອງ profile ວົງ, ແລະສ້າງຟອງ.ສ່ວນຂ້າມວົງ extruded ອາດຈະເພີ່ມຂຶ້ນ 2-3 ເທົ່າຂອງເສັ້ນຜ່າສູນກາງຕາຍ.ຟອງໄດ້ຖືກຍຸບດ້ວຍການຊ່ວຍເຫຼືອຂອງແຜ່ນທີ່ພັງລົງ.ມ້ວນ nip ແປຟອງເຂົ້າໄປໃນຊັ້ນສອງຂອງຮູບເງົາທີ່ເອີ້ນວ່າ layflat.ຄວາມຫນາຂອງຝາຂອງຮູບເງົາສາມາດຄວບຄຸມໄດ້ໂດຍການປ່ຽນຄວາມໄວຂອງ rollers nip.layflat ສາມາດ spooled ໃນຮູບແບບຂອງມ້ວນຫຼືຕັດເຂົ້າໄປໃນຮູບຮ່າງທີ່ຕ້ອງການ.ດ້ານລຸ່ມຂອງ layflat ແມ່ນປະທັບຕາດ້ວຍການນໍາໃຊ້ຄວາມຮ້ອນ, ແລະຕັດໃນທົ່ວເຖິງການເປີດ;ສະນັ້ນ, ມັນສາມາດຖືກນໍາໃຊ້ເພື່ອເຮັດຖົງຢາງ.ເສັ້ນຜ່າສູນກາງຂອງການຕາຍອາດຈະແຕກຕ່າງກັນຈາກ 1 ຫາ 300 ຊັງຕີແມັດ.ໂດຍທົ່ວໄປ, ພາດສະຕິກ polyurethane ຖືກນໍາໃຊ້ໃນຂະບວນການນີ້.
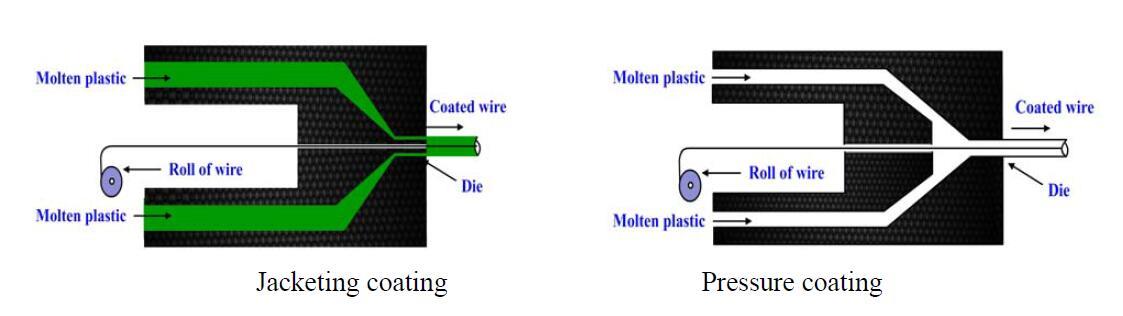
(c) Over Jacketing Extrusion
ອັນນີ້ຍັງເອີ້ນວ່າຂະບວນການເຄືອບສາຍ.ໃນຂະບວນການນີ້, ສາຍເປົ່າຖືກດຶງຜ່ານສູນກາງຂອງຕາຍ.ມີສອງປະເພດທີ່ແຕກຕ່າງກັນຂອງເຄື່ອງມື extrusion ໃຊ້ສໍາລັບການເຄືອບໃນໄລຍະສາຍເຊັ່ນຄວາມກົດດັນຫຼື jacketing ເຄື່ອງມື.ຖ້າຕ້ອງການການຕິດຕໍ່ໃກ້ຊິດຫຼືການຍຶດຫມັ້ນລະຫວ່າງສາຍແລະການເຄືອບ, ເຄື່ອງມືຄວາມກົດດັນແມ່ນໃຊ້.ຖ້າບໍ່ຕ້ອງການການຍຶດຕິດ, ເຄື່ອງມືໃສ່ເສື້ອແມ່ນໃຊ້.ສໍາລັບເຄື່ອງມືທີ່ມີຄວາມກົດດັນ, ສາຍແມ່ນຖອດອອກພາຍໃນຕົວຕາຍ, ບ່ອນທີ່ມັນຕິດຕໍ່ກັບພາດສະຕິກ molten ດ້ວຍຄວາມກົດດັນທີ່ສູງກວ່າຫຼາຍ.ສໍາລັບເຄື່ອງມືໃສ່ເສື້ອກັນຫນາວ, ສາຍຈະຂະຫຍາຍອອກແລະພາດສະຕິກ molten ຈະເຮັດໃຫ້ການປົກຫຸ້ມຂອງສາຍໄຟຫຼັງຈາກຕາຍ.ສາຍເປົ່າຖືກປ້ອນຜ່ານສາຍຕາຍ ແລະ ມັນບໍ່ໄດ້ຕິດຕໍ່ໂດຍກົງກັບພລາສຕິກທີ່ເສື່ອມເສຍຈົນກວ່າມັນຈະອອກຈາກສາຍຕາຍ.ຄວາມແຕກຕ່າງທີ່ ສຳ ຄັນລະຫວ່າງເສື້ອກັນ ໜາວ ແລະເຄື່ອງໃຊ້ແຮງດັນແມ່ນ ຕຳ ແໜ່ງ ຂອງສາຍໄຟທີ່ກ່ຽວຂ້ອງກັບການຕາຍ.
(d) ທໍ່ Extrusion
ໃນຂະບວນການນີ້, ພາດສະຕິກ molten ແມ່ນ extruded ຜ່ານຕາຍແລະພາກສ່ວນຂ້າມເປັນຮູແມ່ນສ້າງຕັ້ງຂຶ້ນໂດຍການວາງ mandrel ພາຍໃນຕາຍ.ທໍ່ທີ່ມີຮູຫຼາຍສາມາດເຮັດສໍາລັບຄໍາຮ້ອງສະຫມັກສະເພາະ, ໂດຍການວາງຈໍານວນຂອງ mandrels ຢູ່ໃນໃຈກາງຂອງຕາຍ.
(e) ການບີບບັງຄັບ
Coextrusion ແມ່ນຂະບວນການ extrusion ຂອງການເຮັດໃຫ້ຫຼາຍຊັ້ນຂອງວັດສະດຸພ້ອມໆກັນ.ມັນຖືກນໍາໃຊ້ເພື່ອນໍາໃຊ້ຫນຶ່ງຫຼືຫຼາຍຊັ້ນເທິງຂອງວັດສະດຸພື້ນຖານເພື່ອໃຫ້ໄດ້ຄຸນສົມບັດສະເພາະເຊັ່ນ: ການດູດຊຶມ ultraviolet, ການຈັບ, ດ້ານ matte, ແລະການສະທ້ອນພະລັງງານ, ໃນຂະນະທີ່ວັດສະດຸພື້ນຖານແມ່ນເຫມາະສົມສໍາລັບການນໍາໃຊ້ອື່ນໆ, ເຊັ່ນ: ການຕໍ່ຕ້ານຜົນກະທົບແລະການປະຕິບັດໂຄງສ້າງ.ມັນອາດຈະຖືກນໍາໃຊ້ໃນຂະບວນການໃດຫນຶ່ງເຊັ່ນ: ຮູບເງົາ blown, over jacketing, tubing, ເອກະສານ / film extrusion.ໃນຂະບວນການນີ້, ສອງຫຼືຫຼາຍກວ່າ extruders ຖືກນໍາໃຊ້ເພື່ອສົ່ງວັດສະດຸທີ່ລວມເຂົ້າກັນເປັນຕາຍດຽວທີ່ extrudes ວັດສະດຸໃນຮູບຮ່າງທີ່ຕ້ອງການ.ຄວາມຫນາຂອງຊັ້ນແມ່ນຄວບຄຸມໂດຍຄວາມໄວແລະຂະຫນາດຂອງ extruders ບຸກຄົນສົ່ງວັດສະດຸ.
(f) ການເຄືອບ Extrusion
ການເຄືອບ extrusion ແມ່ນໃຊ້ເພື່ອເຮັດໃຫ້ຊັ້ນເພີ່ມເຕີມໃສ່ມ້ວນທີ່ມີຢູ່ແລ້ວຂອງເຈ້ຍ, foil ຫຼືຮູບເງົາ.ຕົວຢ່າງ, ເພື່ອປັບປຸງການທົນທານຕໍ່ນ້ໍາຂອງການເຄືອບ polyethylene ເຈ້ຍແມ່ນຖືກນໍາໃຊ້.ຄໍາຮ້ອງສະຫມັກຂອງການເຄືອບ extrusion ແມ່ນການຫຸ້ມຫໍ່ຂອງແຫຼວ, ເຈ້ຍຖ່າຍຮູບ, ຊອງຈົດຫມາຍ, ເສັ້ນກະສອບສໍາລັບການຫຸ້ມຫໍ່ຝຸ່ນແລະການຫຸ້ມຫໍ່ທາງການແພດ.ໂດຍທົ່ວໄປ, polyethylene ແລະ polypropylene ຖືກນໍາໃຊ້.
ເວລາປະກາດ: 14-06-2017