
Quá trình ép đùn nhựa được phân loại thành bảy loại khác nhau tùy thuộc vào các ứng dụng cụ thể.
(a) Đùn tấm/phim
Trong quá trình ép đùn này, vật liệu nhựa nóng chảy được ép đùn qua khuôn phẳng.Các cuộn làm mát được sử dụng để xác định độ dày của tấm/màng và kết cấu bề mặt của nó.Độ dày của tấm có thể đạt được trong khoảng từ 0,2 đến 15 mm.Có thể làm tấm phẳng hoặc màng mỏng bằng chất liệu nhựa.Thông thường, nhựa polystyrene được sử dụng làm nguyên liệu thô trong quá trình ép đùn tấm.
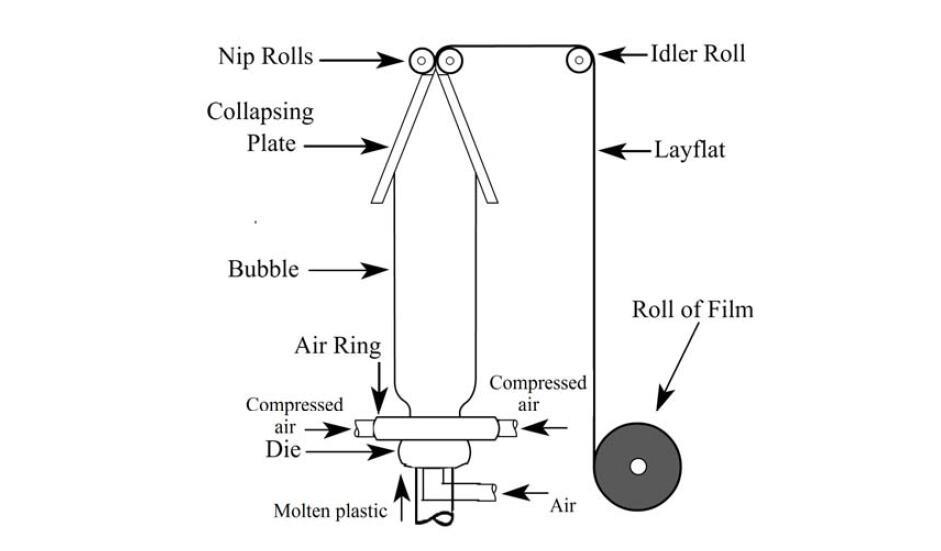
(b) Đùn màng thổi
Trong quy trình thổi màng, khuôn giống như một hình trụ thẳng đứng có hình tròn.Nhựa nóng chảy được kéo lên khỏi khuôn bằng một cặp con lăn kẹp.Khí nén được sử dụng để bơm phồng ống.Xung quanh khuôn được lắp một vòng đệm khí.Mục đích của vòng không khí là làm mát màng khi nó di chuyển lên trên.Ở giữa khuôn có một lỗ dẫn khí từ đó khí nén có thể được đẩy vào tâm của biên dạng tròn và tạo ra bong bóng.Mặt cắt ngang hình tròn ép đùn có thể tăng gấp 2-3 lần đường kính khuôn.Các bong bóng được thu gọn với sự trợ giúp của tấm thu gọn.Các cuộn nip làm phẳng bong bóng thành một lớp màng kép được gọi là layflat.Độ dày thành của màng có thể được kiểm soát bằng cách thay đổi tốc độ của con lăn kẹp.Layflat có thể được cuộn lại ở dạng cuộn hoặc cắt thành các hình dạng mong muốn.Mặt dưới của layflat được bịt kín bằng tác dụng của nhiệt và cắt ngang lên trên để tạo thành lỗ mở;do đó nó có thể được sử dụng để làm túi nhựa.Đường kính khuôn có thể thay đổi từ 1 đến 300 cm.Nói chung, nhựa polyurethane được sử dụng trong quá trình này.
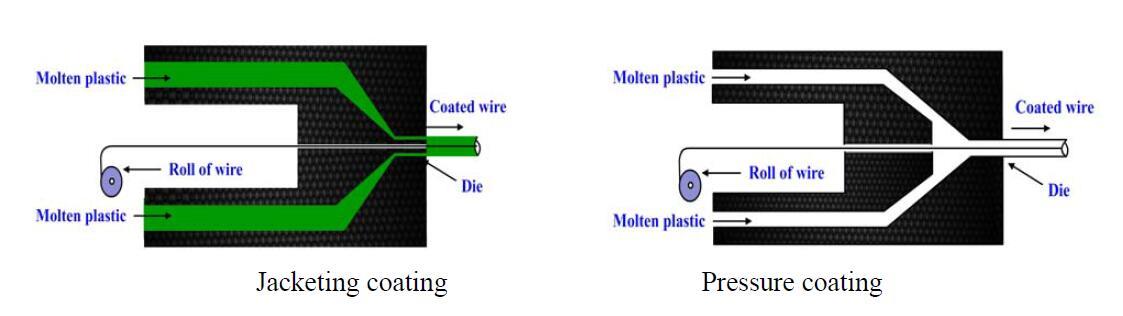
(c) Đùn vỏ ngoài
Đây còn được gọi là quá trình phủ dây.Trong quá trình này, một sợi dây trần được kéo qua tâm khuôn.Có hai loại dụng cụ ép đùn khác nhau được sử dụng để phủ lên dây, tức là dụng cụ ép hoặc vỏ bọc.Nếu cần tiếp xúc chặt chẽ hoặc bám dính giữa dây và lớp phủ, dụng cụ áp lực sẽ được sử dụng.Nếu không muốn có độ bám dính, sử dụng dụng cụ bọc ngoài.Đối với dụng cụ chịu áp lực, dây được rút vào bên trong khuôn, nơi nó tiếp xúc với nhựa nóng chảy ở áp suất cao hơn nhiều.Đối với dụng cụ bọc ngoài, dây sẽ giãn ra và nhựa nóng chảy sẽ tạo thành lớp bọc trên dây sau khi chết.Dây trần được đưa qua khuôn và nó không tiếp xúc trực tiếp với nhựa nóng chảy cho đến khi rời khỏi khuôn.Sự khác biệt chính giữa vỏ bọc và dụng cụ chịu áp lực là vị trí của dây so với khuôn.
(d) Đùn ống
Trong quá trình này, nhựa nóng chảy được ép đùn qua khuôn và các mặt cắt rỗng được hình thành bằng cách đặt một trục gá bên trong khuôn.Ống có nhiều lỗ cũng có thể được chế tạo cho các ứng dụng cụ thể bằng cách đặt một số trục tâm vào giữa khuôn.
(e) Đồng đùn
Đồng đùn là quá trình ép đùn để tạo ra nhiều lớp vật liệu cùng một lúc.Nó được sử dụng để phủ một hoặc nhiều lớp lên trên vật liệu cơ bản để đạt được các đặc tính cụ thể như hấp thụ tia cực tím, độ bám, bề mặt mờ và phản xạ năng lượng, trong khi vật liệu cơ bản phù hợp hơn cho các ứng dụng khác, ví dụ như khả năng chống va đập và hiệu suất kết cấu.Nó có thể được sử dụng trong bất kỳ quy trình nào như thổi màng, bọc ngoài, tạo ống, ép đùn tấm/phim.Trong quy trình này, hai hoặc nhiều máy đùn được sử dụng để cung cấp vật liệu được kết hợp thành một khuôn duy nhất để ép vật liệu theo hình dạng mong muốn.Độ dày lớp được kiểm soát bởi tốc độ và kích thước của các máy đùn riêng lẻ cung cấp vật liệu.
(f) Lớp phủ đùn
Lớp phủ ép đùn được sử dụng để tạo một lớp bổ sung lên cuộn giấy, giấy bạc hoặc màng hiện có.Ví dụ, để cải thiện khả năng chống nước của lớp phủ giấy polyetylen được sử dụng.Các ứng dụng của lớp phủ ép đùn là bao bì chất lỏng, giấy ảnh, phong bì, lớp lót bao tải để đóng gói phân bón và bao bì y tế.Nói chung, polyetylen và polypropylen được sử dụng.
Thời gian đăng: 14-06-2017